
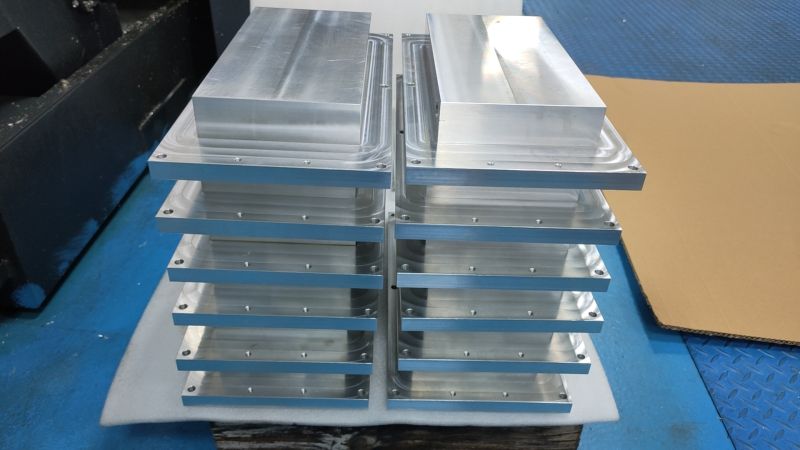
Neseniai pagaminome nedidelę partijąCNC apdirbtos individualios dalysKaip partijos apdorojimo procese užtikriname visos dalių partijos tikslumą? Masinėje CNC dalių gamyboje, siekiant užtikrinti efektyvumą ir tikslumą, galima pradėti nuo šių aspektų.
Siekiant efektyvumo, pirmiausia reikia tinkamo programavimo.
Programavimo metu įrankio kelias optimizuojamas, siekiant sumažinti tuščiosios eigos ir nereikalingų pjovimo veiksmų skaičių, kad įrankis būtų apdorojamas greičiausiai ir tiesiausiai. Pavyzdžiui, frezuojant paviršius, efektyvios frezavimo strategijos, tokios kaip dvipusis frezavimas, gali sutrumpinti įrankio judėjimo laiką už apdorojimo zonos ribų. Antra, svarbu pasirinkti įrankius. Atsižvelgiant į detalės medžiagą ir apdirbimo reikalavimus, pasirinkite tinkamą įrankio medžiagą ir įrankio tipą. Pavyzdžiui, apdirbant aliuminio lydinių detales, naudojant greitapjovio plieno įrankius galima pagerinti pjovimo greitį, taip pagerinant apdorojimo efektyvumą. Be to, būtina užtikrinti įrankio tarnavimo laiką, laiku pakeisti susidėvėjusį įrankį ir išvengti apdorojimo greičio sumažėjimo dėl įrankio nusidėvėjimo. Taip pat labai svarbus protingas apdorojimo procedūrų išdėstymas. Centralizuokite to paties tipo apdorojimą, kad sumažintumėte prispaudimo laikų skaičių, pavyzdžiui, pirmiausia galima atlikti visas frezavimo operacijas, o tada gręžimo operacijas. Tuo pačiu metu automatinio pakrovimo ir iškrovimo įrenginio naudojimas gali sutrumpinti rankinio pakrovimo ir iškrovimo laiką, pasiekti nepertraukiamą staklės apdorojimą ir pagerinti bendrą efektyvumą.
Tikslumo užtikrinimo aspektu svarbiausia yra staklių tikslumo priežiūra.
Būtina reguliariai tikrinti ir kalibruoti stakles, įskaitant koordinačių ašių padėties nustatymo tikslumą ir pakartotinio padėties nustatymo tikslumą. Pavyzdžiui, lazerinis interferometras naudojamas staklių ašims kalibruoti, siekiant užtikrinti staklių judėjimo tikslumą. Taip pat labai svarbus prispaudimo stabilumas, pasirinkite tinkamą tvirtinimo elementą, kad detalės apdorojimo metu nepasislinktų. Pavyzdžiui, apdirbant veleno detales, trijų žandikaulių griebtuvo naudojimas ir tinkamos prispaudimo jėgos užtikrinimas gali veiksmingai užkirsti kelią detalių radialiniam išbėgimui sukamojo apdirbimo metu. Be to, negalima ignoruoti įrankio tikslumo. Naudokite didelio tikslumo įrankius ir užtikrinkite įrankio montavimo tikslumą, pavyzdžiui, montuodami grąžtą, kad būtų užtikrintas grąžto ir staklių veleno koaksialinis laipsnis. Be to, apdorojimo metu taip pat būtina kompensacija. Matavimo sistema realiuoju laiku stebi apdirbamų detalių dydį ir tada kompensuoja apdirbimo paklaidą CNC sistemos kompensavimo funkcija, kad būtų užtikrintas detalių matmenų tikslumas.
{kind=link}
Įrašo laikas: 2024 m. gruodžio 27 d.