
Gamybos sektorius yra vienas dinamiškiausių pramonės šakų. Šiandien nuolat stengiamasi didinti bendrą tikslumą ir preciziškumą, o tokie procesai kaip vielinis EDM, kurie užtikrina būtent tai, yra išties transformuojantys šią pramonę.
Taigi, kas tiksliai yra vielinis EDM ir kodėl jis laikomas revoliuciniu gamybos sektoriaus atstovu? Šiame tekste apžvelgsime šios sudėtingos gamybos technikos pagrindus ir jos pritaikymą įvairiose pramonės šakose.

Trumpas vielinio EDM įvadas
Vielos elektroerozinį apdirbimą (EDM) 1940-aisiais pradėjo du sovietų mokslininkai, kurie pirmieji erodavo metalą elektros išlydžio būdu. Technologija gerokai patobulėjo septintajame ir devintajame dešimtmečiuose ir tapo labiau komerciškai paplitusi gamyboje. Dešimtojo dešimtmečio pabaigoje, patobulėjus IT ir CNC, vielos EDM staklės tapo labiau kompiuterizuotos, todėl padidėjo jų efektyvumas ir tikslumas.
Šiandien vielinis EDM yra būtinas tokiose pramonės šakose kaip aviacija, automobilių pramonė ir medicina, žinomose dėl sudėtingų konstrukcijų ir sudėtingų formų, kurioms tradiciniai apdirbimo metodai neprilygsta, kūrimo.
Vielos EDM procesas
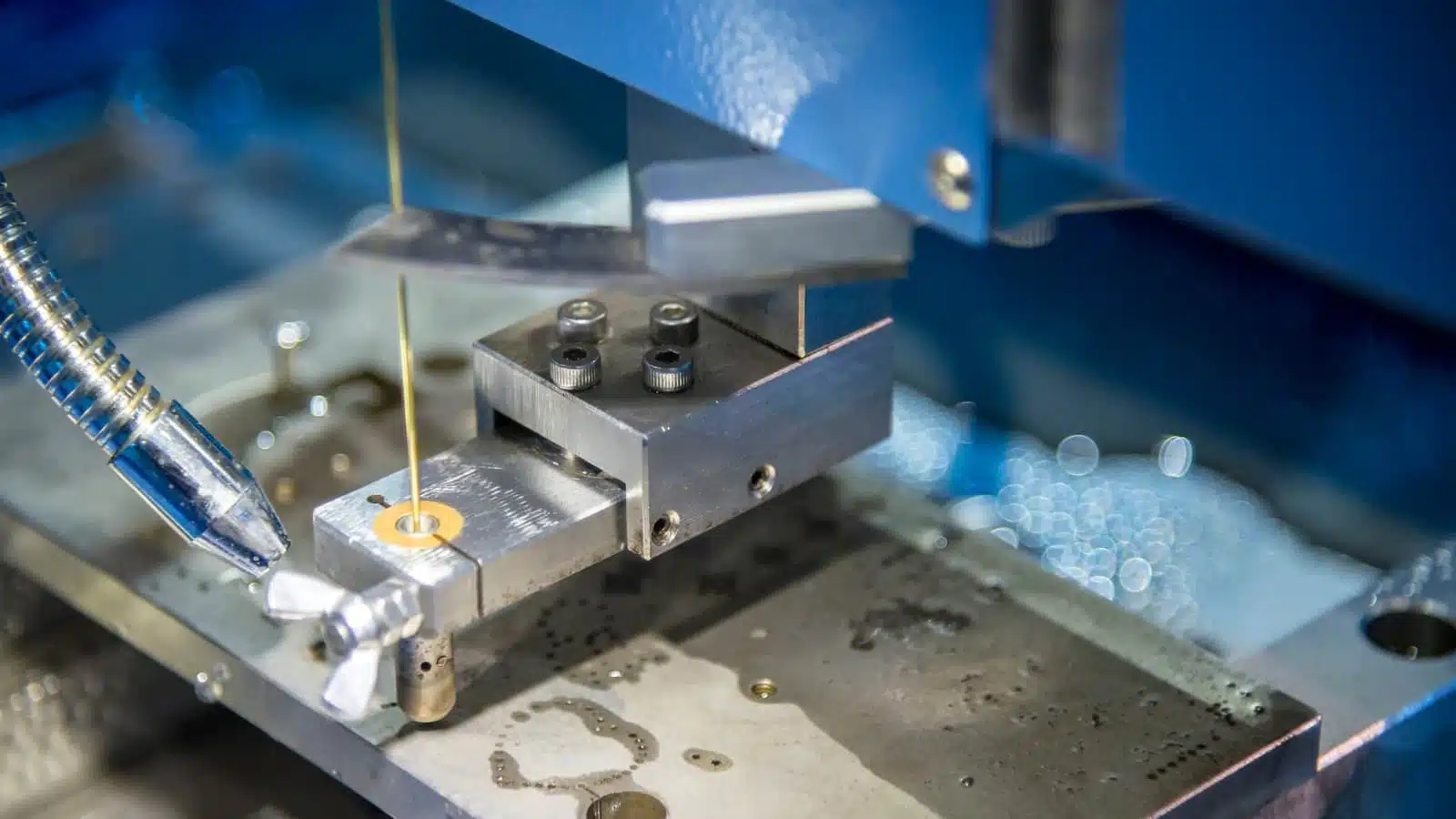
Vielos elektroerozinis apdirbimas (EDM) yra tikslus metodas, kurio metu kontroliuojamos elektros kibirkštys naudojamos mažoms ruošinio dalelėms išlydyti. Vielos elektrodas, paprastai pagamintas iš žalvario arba cinkuotos medžiagos, sukuria šią kibirkštį ir juda iš anksto nustatytu keliu. Jo privalumas? Jis veikia be fizinio kontakto, todėl ant ruošinio ir įrankio nepalieka jokių pažeidimų ar žymių.
Kaip veikia elektroninė šokių muzika
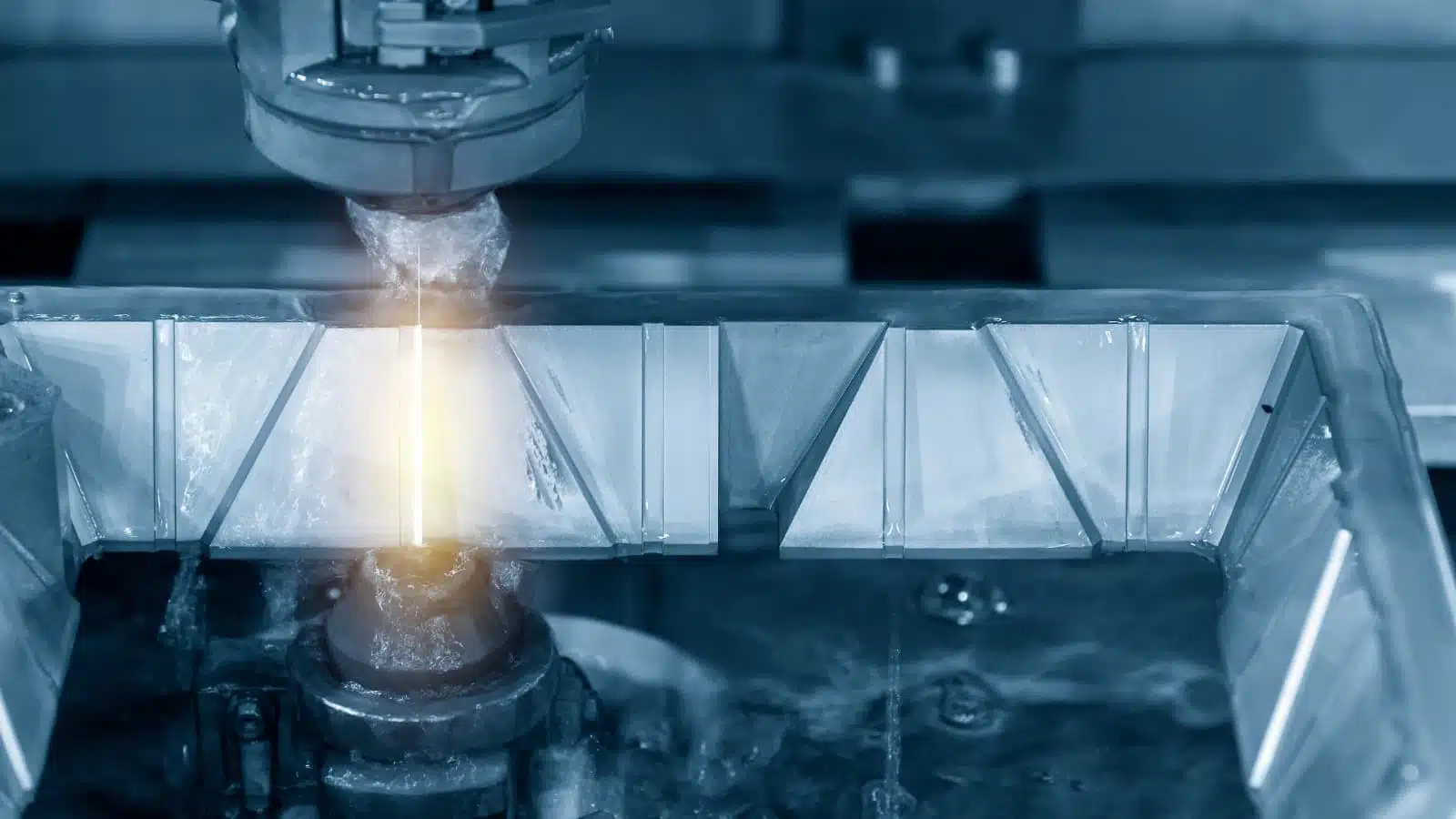
EDM technologija pagrįsta elektros išlydžio šilumine energija. Ši išlydis įkaitina ruošinį iki lydymosi temperatūros, suformuodamas mažyčius plazmos kanalus. Šie kanalai, dažnai mikrometrų dydžio, gali greitai išnykti.
EDM procesas vyksta dielektrinėje terpėje, paprastai dejonizuotame vandenyje. Šis skystis aušina ruošinį ir pašalina išgaravę medžiagą, taip padėdamas nepertraukiamai apdirbti.
Vielos elektrodo reikšmė
Vielos elektrodas, atliekantis ir pjaustytuvo, ir laidininko funkcijas, yra gyvybiškai svarbus. Padengtas tokiomis medžiagomis kaip žalvaris ar cinkas, jis atsparus reakcijoms aukštoje temperatūroje. Valdomas kompiuterio, jis užtikrina tikslius pjūvius su minimaliu iškraipymu ir dideliu tikslumu.

Vielos EDM tolerancijos
Vielos pjovimas yra vienas tiksliausių gamybos procesų. Todėl griežti tolerancijos nuokrypiai jam nėra neįprasti. Tikrasis tolerancijos dydis priklauso nuo kelių veiksnių, įskaitant projekto sudėtingumą, apdirbimo galimybes ir operatoriaus įgūdžius.
Tačiau standartiniai ir priimtini tolerancijos nuokrypiai yra pramonės etalonas, kuriuo vadovaujasi daugelis gamintojų.
Standartinė tolerancija ir tiksli tolerancija
Standartinė tolerancija
Linijiniai tolerancijos nuokrypiai: paprastai svyruoja nuo ±0,005 iki ±0,001 colio (nuo 0,127 iki 0,0254 mm), nurodant leistiną tokių elementų kaip skylės, grioveliai ar profiliai nuokrypį.
Skylės skersmens tolerancijos: Paprastai nuo ±0,0005 iki ±0,001 colio (nuo 0,0127 iki 0,0254 mm), užtikrinant, kad apdirbtos skylės neviršytų nustatyto skersmens.
Puikus tolerancijos lygis
Linijiniai tolerancijos lygiai: pasiekia tikslumą mikronų lygmenyje, paprastai svyruojantį nuo ±0,0002 iki ±0,0001 colio (nuo 0,0051 iki 0,00254 mm), o tai labai svarbu taikymams, kuriems reikalingas didžiausias tikslumas.
Skylės skersmens tolerancijos: svyruoja nuo ±0,0001 iki ±0,00005 colio (nuo 0,00254 iki 0,00127 mm), o tai pabrėžia išskirtinį vielinio EDM tikslumą.
Vielinio EDM tolerancijas įtakojantys veiksniai
Vielinis EDM garsėja savo mikronų lygio tikslumu, todėl idealiai tinka sudėtingoms reikmėms. Tačiau jo tikslumas nėra fiksuotas ir priklauso nuo kelių veiksnių:
• Mašinos stabilumas: stabili mašina užtikrina didesnį pjovimo veiksmų tikslumą.
• Vielos kokybė ir skersmuo: jos grynumas, skersmuo ir elektrinės savybės turi įtakos apdirbimo procesui. Optimaliems rezultatams reikalinga vielos kokybės ir skersmens pusiausvyra.
• Ruošinio medžiaga: nors kai kurios medžiagos yra lengviau prieinamos mašinoms, medžiagos pasirinkimas turi atitikti taikymo poreikius.
• Praplovimo sąlygos: dielektrinės terpės tekėjimas turi įtakos apdirbimo proceso kokybei, padeda pašalinti medžiagą, užtikrinti pastovius elektros iškrovimus ir efektyvų šilumos išsklaidymą.
• Mašinų kalibravimas ir priežiūra: Mašinų galimybės yra labai svarbios. Norint pasiekti geriausius tolerancijos nuokrypius, būtinos aukščiausios kokybės mašinos su įgudusiais operatoriais.
•Terminis stabilumas: Norint išlaikyti žinomą vielinio EDM tikslumą, labai svarbūs kontroliuojami elektros lankai. Terminis nestabilumas gali kelti pavojų tikslumui, todėl svarbu užtikrinti pastovias sąlygas.
Tinkamiausios medžiagos vielos pjovimui
Juodieji metalai

Nerūdijantis plienas
Jis derina patvarumą ir puikų elektros laidumą. Dėl savo atsparumo korozijai ji yra paklausi medžiaga įvairiose pramonės šakose. Apdirbimo kontekste išsiskiria jos suderinamumas su tiksliais ir detaliais projektais.
Įrankinis plienas
Įrankinis plienas, žinomas dėl savo grūdinimo savybių, yra daugelio sunkiųjų įrankių ir tiksliųjų detalių pagrindas. Dėl savo tvirtumo ir elektrinių savybių jis puikiai tinka sudėtingoms detalėms ir ilgalaikiam aštrumui.
Anglinis plienas
Anglinis plienas yra universalus metalų apdirbimo įrankis, nors ir sunkiau apdirbamas nei kiti analogai, tačiau tinkamai parinkus elektrodus ir eksploatacinius parametrus, jį galima tobulai pritaikyti. Dėl prieinamos kainos ir našumo jis yra pagrindinis daugelio pramonės šakų produktas.
Legiruotasis plienas
Legiruotojo plieno, elementų junginio, charakteristikos yra jo komponentų gobelenas. Priklausomai nuo unikalaus mišinio, jis gali pasižymėti tvirtumu, ilgaamžiškumu ir apdirbamumu, todėl tai yra dinamiškas pasirinkimas įvairioms reikmėms.
Spalvotieji metalai
Titanas
Dažnai vadinamas „kosminio amžiaus metalu“, titanas dėl savo tvirtumo ir aukštos lydymosi temperatūros kelia iššūkių įprastiniu apdirbimu. Tačiau apdirbus jį tiksliais įrankiais, galima sukurti sudėtingus ir atsparius dizainus, todėl jis yra populiarus tarp aviacijos ir medicinos pramonės atstovų.
Aliuminis
Lengvųjų metalų numylėtinis aliuminis garsėja puikiu elektriniu laidumu ir lankstumu. Jis ne tik lengvai apdirbamas, bet ir pasižymi tvirtumu be didelio svorio, todėl yra labai svarbus įvairiose pramonės šakose – nuo transportavimo iki pakavimo.
Varis
Varis, puikus laidininkas, yra daugelio elektros ir elektronikos stebuklų pagrindas. Natūralus rausvai oranžinis atspalvis ir gebėjimas formuoti į detalius komponentus daro jį nepakeičiamu visur – nuo elektronikos iki dekoratyvinio meno.
Žalvaris ir bronza
Šie lydiniai, spindintys auksiniais atspalviais, yra ne tik estetiniai. Dėl puikių elektrinių savybių jie yra ideali medžiaga komponentams, kuriuose tikslumas dera su grožiu, pavyzdžiui, puošniems papuošalams ar kruopščiai pagamintoms elektroninėms dalims.
Pagrindiniai vielinio EDM taikymai šiuolaikinėje inžinerijoje
Vielinis EDM apdirbimas įgauna populiarumą dėl savo universalumo dirbant su įvairiomis medžiagomis ir gebėjimo pasiekti tikslias detales bei griežtus tolerancijas, todėl jis yra labai svarbus šiuolaikinėje gamyboje. Štai trys pagrindinės taikymo sritys:
Tiksliųjų dalių gamyba
Dažniausias pasirinkimas gaminant didelio tikslumo detales su griežtais tolerancijomis. Jis puikiai tinka gaminant sudėtingas formas, smulkias detales ir smulkius elementus iš įvairių medžiagų.
Tokios pramonės šakos kaip aviacijos ir kosmoso, medicinos, automobilių ir elektronikos pramonė naudoja vielinį EDM, kad sukurtų svarbius komponentus, tokius kaip krumpliaračiai, antgaliai, jungtys ir sudėtingos formos.
Įrankių ir štampų gamyba
Vielinis EDM yra labai svarbus kalimo formų, štampų ir specializuotų įrankių gamyboje, apimantis įvairius procesus nuo liejimo įpurškimu iki štampavimo. Metodo meistriškumas išlaikant tikslius matmenis ir išpjaunant aštrius kampus užtikrina aukščiausią kokybę ir vienodumą didelio masto gamyboje.
Prototipo kūrimas
Norėdami greitai ir tiksliai sukurti prototipus, inžinieriai ir novatoriai renkasi vielinį EDM. Tai paspartina projekto patvirtinimo ir griežtų bandymų etapus.
Vielinio EDM metodu iškalti prototipai tiksliai atspindi galutinį produktą, taip sustiprindami jo svarbą produkto evoliucijos cikle.
Atsižvelgiant į stipriąsias puses šiose pagrindinėse srityse, vielinio EDM tikslūs ir preciziški pajėgumai plačiai naudojami daugelyje pramonės šakų.
• Medicinos prietaisų gamyba
• Elektronika ir mikrokomponentai
• Kosmoso ir aviacijos pramonė
• Papuošalai ir laikrodžių gamyba
• Automobilių pramonė
• Energetikos sektorius
• Pelėsių ir štampų remontas
Įrašo laikas: 2023 m. gruodžio 12 d.